
 English
English 中文 (台灣)
中文 (台灣)
XILANH - TRỤC VÍT VÀ NHỮNG ĐIỂM CẦN LƯU Ý KHI THIẾT KẾ.
1. TỔNG QUAN VỀ XILANH VÀ TRỤC VÍT
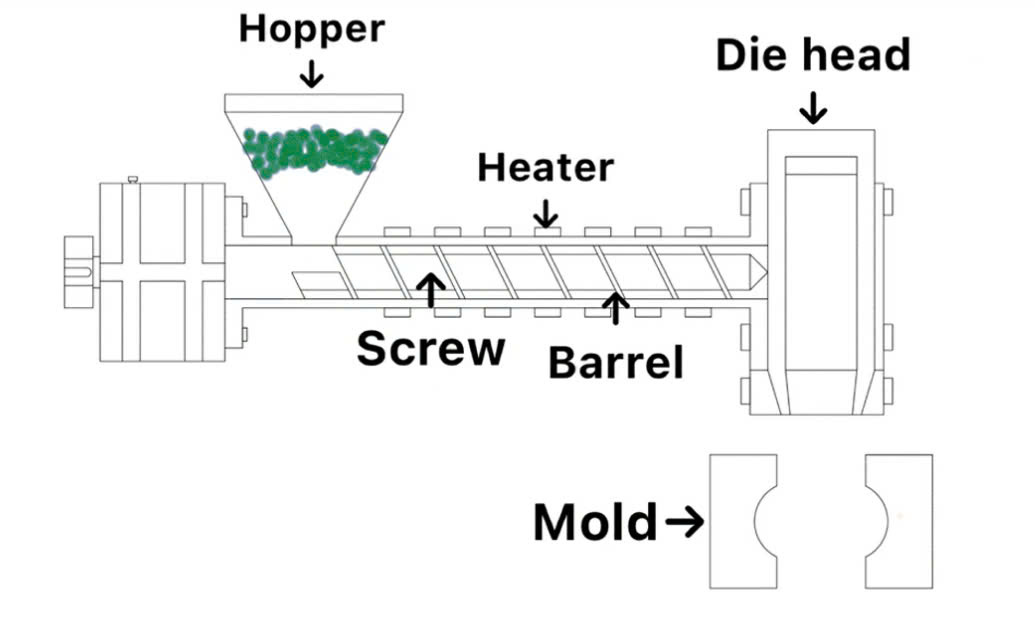
Xilanh và trục vít là các thành phần tích hợp. Chúng hoạt động cùng nhau để làm dẻo và phun nhựa nóng chảy vào khuôn. Trục vít quay bên trong Xilanh, trộn và làm nóng vật liệu nhựa cho đến khi đạt đến trạng thái nóng chảy. Khi nhựa đã đủ dẻo, trục vít tiến lên, đẩy nhựa nóng chảy qua vòi phun (nozzle) vào khoang khuôn.
Xilanh chứa trục vít, cung cấp môi trường được kiểm soát cho quá trình hóa dẻo, đảm bảo nhiệt độ và áp suất nhựa đồng nhất. Bài viết này cung cấp tổng quan chi tiết về vít và thùng đúc phun, bao gồm các lưu ý khi chọn sử dụng và thiết kế của chúng.
2. VAI TRÒ CỦA XILANH VÀ TRỤC VÍT TRONG ÉP PHUN
3. THIẾT KẾ TRỤC VÍT
Thiết kế trục vít phải được tùy chỉnh dựa trên vật liệu được xử lý và ứng dụng cụ thể. Trục vít phù hợp có thể cải thiện đáng kể tính đồng nhất của quá trình nóng chảy, thông lượng và hiệu quả quy trình tổng thể. Sau đây là một số cân nhắc thiết kế chính:
Kích thước và đường kính trục vít
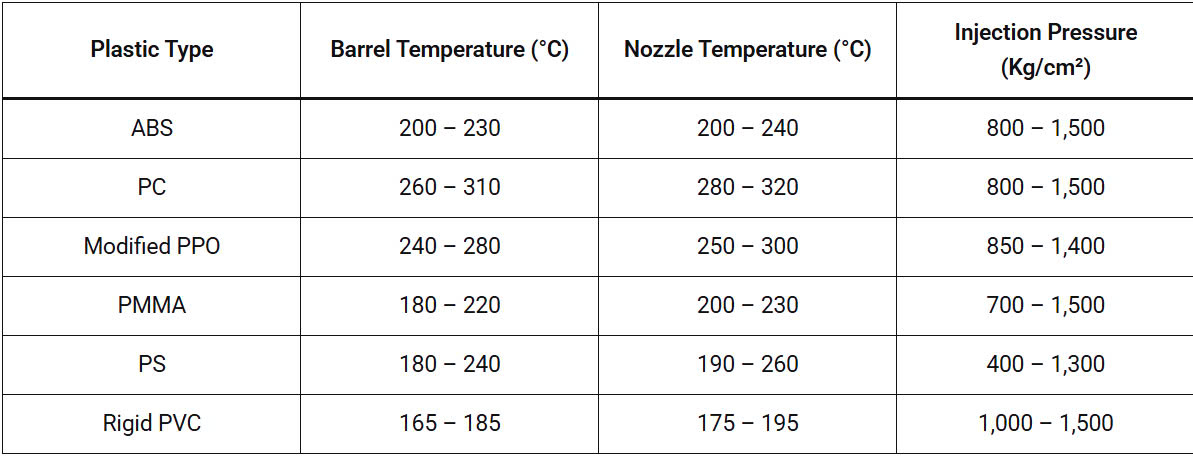
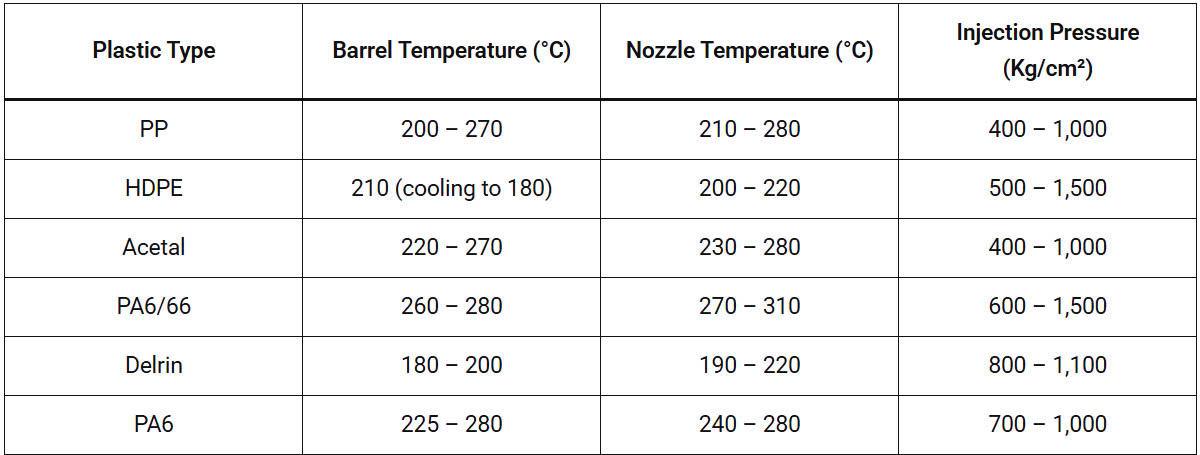
Nhiệt độ của từng loại nhựa
Tỷ lệ L/D
Tỷ lệ L/D cao hơn giúp vật liệu được nạp đồng đều hơn nhưng cũng có thể dẫn đến quá nhiệt của nhựa. Đối với nhựa có độ ổn định nhiệt tốt, có thể sử dụng trục vít dài hơn để tăng cường trộn mà không có nguy cơ bị cháy. Ngược lại, đối với nhựa nhạy nhiệt, nên sử dụng trục vít ngắn hơn hoặc thiết kế vít không có ren ở đầu.

4. THIẾT KẾ XILANH VÀ NHỮNG ĐIỂM CẦN LƯU Ý
Xilanh phải được làm từ vật liệu bền có khả năng chịu được nhiệt độ và áp suất cao, đồng thời chống mài mòn và ăn mòn.
Thành phần vật liệu
Trục vít và xilanh đúc phun thường được làm từ vật liệu hiệu suất cao có thể chịu được nhiệt độ và áp suất cao liên quan đến quá trình đúc. Các vật liệu phổ biến bao gồm SACM645, SKD61 và các thành phần lưỡng kim như gốc Fe, gốc Niken và cacbua vonfram. Các vật liệu này có khả năng chống mài mòn, chống ăn mòn và độ cứng cao, đảm bảo tuổi thọ dài và hiệu suất nhất quán.
Đường kính bên trong của xilanh phải khớp chính xác với đường kính bên ngoài của trục vít (3%) để đảm bảo vừa khít và ngăn vật liệu rò rỉ. Xilanh cũng được chia thành các vùng khác nhau, mỗi vùng có một bộ phận gia nhiệt riêng để kiểm soát nhiệt độ của vật liệu khi di chuyển qua xilanh.
Thấm nitơ và mạ crom
Để tăng cường độ bền của trục vít và xilanh, người ta thường áp dụng các phương pháp xử lý bề mặt như thấm nitơ và mạ crom. Thấm nitơ làm tăng độ cứng của lớp bề mặt, thường đạt độ sâu vỏ là 0,45-0,7mm, trong khi mạ crom tạo ra lớp bảo vệ có độ sâu là 0,025-0,10mm. Các phương pháp xử lý này cải thiện đáng kể khả năng chống mài mòn và chống ăn mòn, kéo dài tuổi thọ của các bộ phận.
Bảo trì và kiểm tra trục vít và xilanh ép phun
Bảo trì và kiểm tra thường xuyên các trục vít và xilanh ép phun là điều cần thiết để ngăn ngừa hao mòn sớm và đảm bảo hiệu suất nhất quán. Các nhiệm vụ bảo trì chính bao gồm:
- Vệ sinh : Thường xuyên vệ sinh trục vít và xilanh để loại bỏ bất kỳ nhựa hoặc chất gây ô nhiễm còn sót lại nào có thể ảnh hưởng đến chất lượng nóng chảy.
- Kiểm tra : Kiểm tra trục vít và thùng xem có dấu hiệu mòn, nứt hoặc ăn mòn không. Thay thế các bộ phận bị mòn kịp thời để tránh thời gian chết và các vấn đề về chất lượng sản phẩm.
- Bôi trơn : Đảm bảo trục vít và nòng được bôi trơn thích hợp để giảm ma sát và mài mòn.
Phần kết luận
Trục vít và xilanh đúc phun là các thành phần thiết yếu của quy trình đúc phun , và thiết kế và bảo trì của chúng rất quan trọng để đạt được chất lượng sản phẩm đồng nhất và giảm thời gian chết. Bằng cách hiểu thành phần vật liệu, xử lý bề mặt, thiết kế trục vít và thiết kế xilanh, cũng như tuân theo các mẹo thực tế về bảo trì, kiểm soát nhiệt độ và xử lý vật liệu, các nhà sản xuất có thể tối ưu hóa hiệu suất của máy đúc phun và sản xuất các sản phẩm nhựa chất lượng cao.
