Tin tức
Công thức tính lực kẹp khuôn ép nhựa
Th3
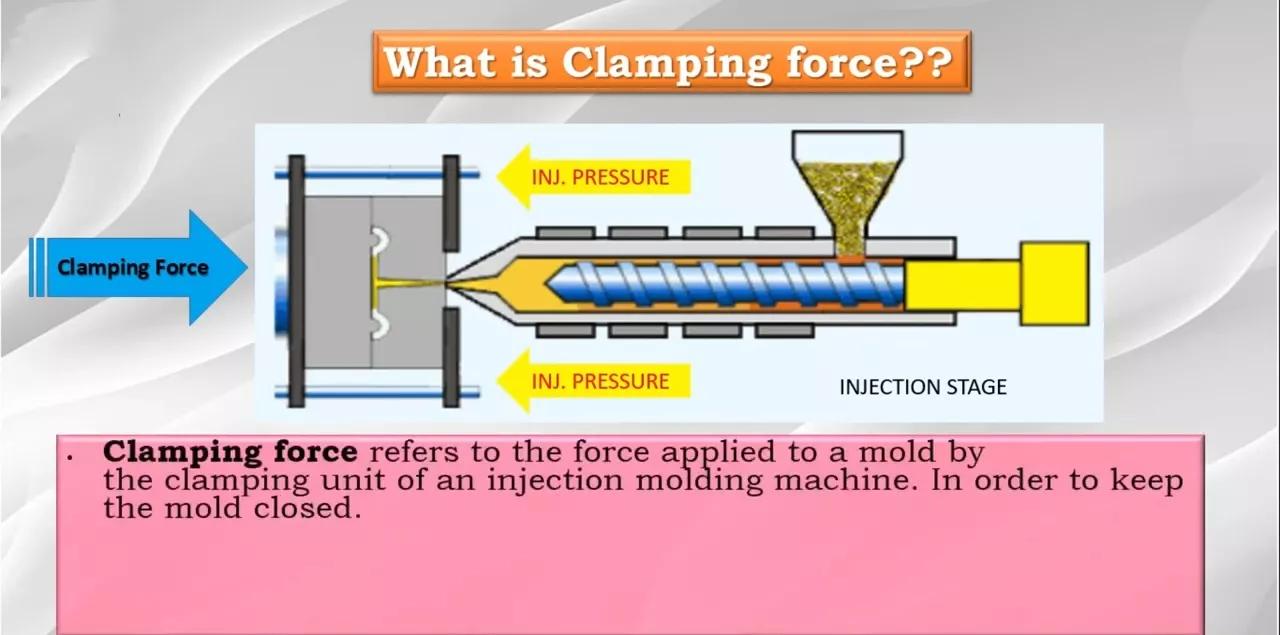
Lực kẹp khuôn là gì?
Lực kẹp trong ép phun giữ cho khuôn đóng kín trong suốt quá trình phun và làm nguội. Lực này được tạo ra bởi một máy ép thủy lực, và trong cơ cấu ép phun, nó được phân loại thành lực kẹp thủy lực và lực kẹp cơ khí. Là một kỹ sư sản phẩm nhựa, việc hiểu và kiểm soát tất cả những điều này là rất quan trọng, đặc biệt đối với các sản phẩm không được tiếp xúc hoặc thử nghiệm.
Các yếu tố ảnh hưởng đến lực kẹp của khuôn
Có một số yếu tố có thể ảnh hưởng đến nó trong quá trình ép phun, bao gồm:
Hình dạng hình học của chi tiết: Hình dạng, kích thước và độ phức tạp của chi tiết.
Tính chất vật liệu: Loại và đặc điểm của vật liệu nhựa
Độ dày thành: Thành dày hơn thường đòi hỏi lực kẹp lớn hơn để chịu được áp suất phun.
Thiết kế khuôn: Thiết kế khuôn, bao gồm số lượng và độ phức tạp của các khoang, hệ thống cấp liệu và các kênh làm mát.
Áp suất phun: Áp suất phun được áp dụng trong quá trình tạo hình.
Nhiệt độ khuôn: Nhiệt độ hoạt động của khuôn
Phân tích CAE, chẳng hạn như phân tích dòng chảy khuôn , thường bao gồm một phần đánh giá lực kẹp. Phần này có thể cung cấp thông tin có giá trị cho một khuôn và chi tiết cụ thể. Tuy nhiên, có thể có những trường hợp thông số lực kẹp không được chỉ định rõ ràng hoặc không có sẵn trong phân tích, đòi hỏi phải ước tính gần đúng dựa trên các yếu tố khác và kiến thức kỹ thuật.
Làm thế nào để tính toán lực kẹp?
Phương pháp 1: Được thiết lập ở giai đoạn phát triển khuôn mẫu.
Khi tính toán lực giãn nở của khuôn, thông thường nên xem xét giá trị tối đa. Lực giãn nở được tính toán này thể hiện lực kẹp tối thiểu cần thiết để sản xuất sản phẩm mà không có bavia, và nó thường được gọi là lực kẹp tối ưu.
Công thức tính lực kẹp tới hạn như sau:
F (lực kẹp tới hạn) = P (áp suất trung bình trong khoang) (bar) × S (diện tích hình chiếu của sản phẩm và đường dẫn) (c㎡)
Để xác định chính xác áp suất trong khoang khuôn, cần xem xét nhiều yếu tố, bao gồm độ nhớt của vật liệu polymer, kích thước và vị trí của đường dẫn và cổng phun, kích thước và độ dày của sản phẩm, tốc độ phun , nhiệt độ khuôn, nhiệt độ thùng chứa và khả năng thoát khí của khuôn, cùng nhiều yếu tố khác. Tất cả các yếu tố này cùng nhau tạo nên sự phức tạp của áp suất bên trong khoang khuôn trong quá trình đúc.
Ví dụ, hãy xem xét một sản phẩm được làm từ vật liệu ABS với các thông số kỹ thuật sau: chiều dài thanh dẫn chính là 50mm, kích thước lỗ vuông là 1,5mm và độ dày thành là 2,0mm. Hình ảnh bên dưới minh họa hình dạng của sản phẩm.

Trước khi bắt đầu tính toán, vui lòng làm quen với hai bảng này.
1. Bảng hệ số chảy của các vật liệu nhựa nhiệt dẻo thông dụng.
| Cấp | Vật liệu nhiệt dẻo | Hệ số dòng chảy |
|---|---|---|
| 1 | GPPS,HIPS,LDPE,LLDPE,MDPE,HDPE,PP,PP-EPDM | ×1.0 |
| 2 | PA6, PA66, PA11/12, PBT, PETP | ×1,30~1,35 |
| 3 | CA、CAB、CAP、CP、EVA、PUR/TPU、PPVC | ×1,35~1,45 |
| 4 | ABS, ASA, SAN, MBS, POM, BDS, PPS, PPO-M | ×1,45~1,55 |
| 5 | PMMA, PC/ABS, PC/PBT | ×1,55~1,70 |
| 6 | PC, PEI, UPVC, PEEK, PSU | ×1,70~1,90 |
2. Sơ đồ thể hiện mối quan hệ giữa áp suất trong khoang với độ dày thành và tỷ lệ đường dẫn dòng chảy so với độ dày.

Bước 1: Tính toán tỷ lệ chiều dài dòng chảy trước tiên
Đường dẫn dòng chảy dài nhất của vật liệu xấp xỉ 200+30/2+50=265mm, và độ dày thành mỏng nhất là 1,5mm tại cửa van.
Tỷ lệ giữa chiều dài đường dẫn dòng chảy và độ dày thành = chiều dài đường dẫn dòng chảy dài nhất của vật liệu / độ dày thành mỏng nhất
= 265/1,5
= 177:1
Bước 2: Tính áp suất trung bình P trong khoang bằng cách sử dụng sơ đồ mối quan hệ.
Với thành mỏng 1,5 mm và tỷ lệ đường dẫn dòng chảy so với độ dày là 177, điểm giao nhau tương ứng với đường cong là P1 = 250 (bar).
Áp suất trung bình khoang P = P1 * hệ số dòng chảy K = 250 * 1,55 = 387,5 (bar).
Bước 3: Tính diện tích chiếu
Diện tích dự kiến này có thể được tính toán trong phần mềm thiết kế khuôn khi khuôn đã hoàn thành và phải được ghi rõ ràng trên bản đặc tả kỹ thuật và bảng tên khuôn.
1. S = diện tích chiếu của sản phẩm + diện tích chiếu của đường ray
2. S = 20*15*2+3*1
3. S = 603 c㎡
Bước 4: Tính toán lực kẹp tối ưu
1. F = P (áp suất trung bình trong khoang khuôn, bar) × S (diện tích chiếu của sản phẩm và rãnh dẫn, cm²)
2. F = 387,5 bar * 603 (c㎡)
3. F = 233662,5 kg
4. F = 234 tấn.
Chúng tôi đã tính toán lực kẹp tới hạn cho sản phẩm ABS, có xét đến giá trị tối đa của hệ số. Trong trường hợp này, không cần thiết phải nhân với hệ số an toàn, vì chúng tôi đã xem xét giá trị tối đa. Giá trị tính toán này thể hiện lực kẹp tối ưu về mặt lý thuyết cho khuôn và sản phẩm cụ thể.
Để đảm bảo sự rõ ràng và tham khảo cho nhân viên sản xuất ép phun, điều quan trọng là phải đánh dấu rõ ràng giá trị lực kẹp quan trọng này trong sổ tay hướng dẫn khuôn và trên bảng tên khuôn. Bằng cách đó, nhân viên sản xuất sẽ có một tiêu chuẩn tham khảo để thiết lập và duy trì lực kẹp thích hợp trong quá trình sản xuất.
Phương pháp 2: Tính toán dựa trên kiểm tra sản xuất
Phương pháp này có thể được kiểm tra nhanh chóng trên bất kỳ máy móc và khuôn mẫu nào bằng cách sử dụng cân điện tử kg và điều chỉnh cài đặt lực kẹp. Các bước sau đây mô tả quy trình:
Bước 1: Đặt lực kẹp ở mức 90% áp suất tối đa và sử dụng áp suất trung bình (khoảng 60%~70%) và tốc độ trung bình (30%~60%) để ép phun. Thiết lập vị trí giữ và áp suất, đồng thời đảm bảo sản phẩm không có khuyết tật về hình thức. Ép phun sản phẩm 3 lần và ghi lại trọng lượng và tình trạng hình thức vào bảng.
Bước 2: Giảm lực kẹp từng bước 10 tấn một và ghi lại trọng lượng, đồng thời kiểm tra xem có bất kỳ khuyết tật nào về hình thức hay không. Tiếp tục giảm lực kẹp cho đến khi trọng lượng sản phẩm tăng khoảng 5% và bắt đầu xuất hiện các vết gờ.
| Lực kẹp (Tấn) | Trọng lượng (Sản phẩm đầu tiên) | Trọng lượng (Sản phẩm thứ hai) | Trọng lượng (Tích thứ ba) | Vẻ bề ngoài |
|---|---|---|---|---|
| 110 | 20 | 20 | 20.01 | Tốt |
| 100 | 19,99 | 20.01 | 20 | Tốt |
| 90 | 20 | 20 | 20.02 | Tốt |
| 80 | 20.01 | 20.02 | 20.03 | Tốt |
| 70 | 21.1 | 21.11 | 21.2 | Flash |
| 60 | 21.3 | 21.3 | 21,5 | Flash |
| 50 | 23.3 | 23,9 | 23.4 | Flash |
Dựa trên dữ liệu thu thập được trong bảng, thông số lực kẹp tối ưu cho sản phẩm cụ thể này trên máy này có thể được xác định nằm trong khoảng từ 80 tấn đến 90 tấn.
Trong quá trình sản xuất ép phun, nếu không có yêu cầu cụ thể nào về sản phẩm khuôn, nhân viên PMC (Sản xuất, Vật liệu và Kiểm soát) thường lên kế hoạch sản xuất dựa trên kích thước khuôn so với kích thước máy. Kỹ thuật viên điều chỉnh có thể đặt giá trị ở mức khoảng 70%~80% lực kẹp tối đa của máy. Cách tiếp cận này được coi là nhanh chóng và hiệu quả trong việc đạt được kết quả tối ưu.
Lực kẹp tối đa của các mẫu máy ép phun thông dụng trên thị trường.
Nếu có bất kỳ sai sót nào trong bảng dưới đây, bạn nên liên hệ với các nguồn thông tin liên quan hoặc xác minh thông tin với tôi. Bảng này chỉ mang tính chất tham khảo.
Xin lưu ý:
1. Để xác định lực kẹp cần thiết cho một ứng dụng ép phun cụ thể, chúng ta cần xem xét các yêu cầu cụ thể của sản phẩm đang được sản xuất.
2. Lực kẹp lớn hơn không nhất thiết đồng nghĩa với máy tốt hơn. Thay vào đó, chúng ta nên chọn máy phù hợp trong phạm vi thích hợp cho ứng dụng cụ thể.
| Thương hiệu | Mô hình máy | Lực kẹp tối đa (tấn) |
|---|---|---|
| Arburg | Allrounder 370 E | 400 |
| Allrounder 520 E Golden Electric | 600 | |
| Đa năng 1120 H | 650 | |
| Demag | IntElect 80/370-310 | 80 |
| Ergotech 110/200 | 110 | |
| El-Exis SP 200-1000 | 200 | |
| Engel | Công nghệ Victory 330/90 | 330 |
| e-mac 440/100 | 440 | |
| Bộ đôi 3550/700 | 3550 | |
| Negri Bossi | NOVA eT 180-480 | 180 |
| V110-375 | 110 | |
| Canbio ST 440-1450 | 440 | |
| Sumitomo | SE230EV-A-C360 | 230 |
| SE180EV-C560H | 180 | |
| SE500EV-A900 | 500 | |
| Toshiba | EC280SXV50-30A | 280 |
| EC450SXV50-17A | 450 | |
| EC1000SXV50-27B | 1000 | |
| Battenfeld | Plus 350/75 | 350 |
| HM 100/350 | 100 | |
| MacroPower 650/5100 | 650 | |
| Trần Hsong | Supermaster 450-2500 | 450 |
| Jetmaster JM168-AiP/480 | 168 | |
| Tốc độ 168 | 168 | |
| Fanuc | Roboshot Alpha-S100iA | 100 |
| Roboshot Alpha-S150iA | 150 | |
| Roboshot Alpha-S300iA | 300 | |
| người Haiti | Dòng Jupiter III | 1500 |
| Sao Hỏa 90-320 | 90 | |
| Dòng Zeres | 400 | |
| Husky | HyPET 300 HPP4 | 300 |
| HyPET 400 HPP4 | 400 | |
| HyPET 120 P85/95 E120 | 120 | |
| JSW | J220AD-460H | 220 |
| J50AD-100H | 50 | |
| J280AD-460H | 280 | |
| Krauss Maffei | GX 550-8100 | 550 |
| CX 160-750 | 160 | |
| MX 80-180 | 80 | |
| Mitsubishi | ME280E | 280 |
| ME650E | 650 | |
| ME2000S-390 | 2000 | |
| Nissei | FNX III-50A | 50 |
| FVX-660 | 660 | |
| FVX-860 | 860 | |
| Sandretto | Mega T 400-2550 | 400 |
| Mega T 480-3530 | 480 | |
| S8 300-1300 | 300 | |
| Toyo | Si-200-6 | 200 |
| Si-500-6 | 500 | |
| Si-1000-6 | 1000 | |
| Wittmann Battenfeld | SmartPower 240/1330 | 240 |
| MicroPower 15/10 | 15 | |
| MacroPower 450/5100 | 450 |