Tin tức
Lỗi bavia (Flash) trong quá trình ép phun nhựa

Th12
Phân tích lỗi bavia (Flash) trong quá trình ép phun nhựa
1. Lỗi bavia là gì?
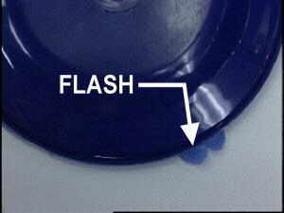
Bavia (Flash / Burr) là hiện tượng nhựa nóng chảy tràn ra ngoài lòng khuôn, tạo thành lớp nhựa mỏng không mong muốn trên sản phẩm sau ép phun.
Bavia thường xuất hiện tại:
-
Đường phân khuôn (Parting Line – PL line)
-
Khe hở slide core
-
Rãnh thoát khí (vent)
-
Khe hở ejector pin, insert
Trong khi khuôn ép nhựa được gia công với độ chính xác rất cao (cấp micron), áp lực phun lớn trong quá trình ép có thể làm khuôn mở ra một khe hở rất nhỏ, khiến nhựa chảy vào và hình thành bavia.


2. Ảnh hưởng của lỗi bavia đến sản phẩm nhựa
Lỗi bavia gây ra nhiều vấn đề nghiêm trọng trong sản xuất:
-
❌ Giảm thẩm mỹ bề mặt sản phẩm
-
❌ Ảnh hưởng đến kích thước và độ chính xác lắp ráp
-
❌ Tăng công đoạn xử lý sau ép (cắt, mài bavia)
-
❌ Tăng chi phí nhân công và tỷ lệ phế phẩm
-
❌ Ảnh hưởng đến uy tín chất lượng sản phẩm
3. Nguyên nhân phát sinh lỗi bavia trong ép phun
3.1. Áp lực nhựa quá cao
Đây là nguyên nhân phổ biến nhất gây bavia.
Các yếu tố làm áp lực nhựa tăng cao:
-
Tốc độ phun quá nhanh
-
Áp lực phun cài đặt quá cao
-
Áp lực giữ (holding pressure) quá lớn
-
Chuyển đổi V–P (Velocity → Pressure) quá muộn
👉 Trong thực tế, để khắc phục vết lõm (sink mark), người vận hành thường tăng áp lực giữ quá mức, dẫn đến phát sinh bavia.
3.2. Lực kẹp khuôn không đủ
-
Lực kẹp khuôn nhỏ hơn lực mở khuôn do áp lực nhựa tạo ra
-
Khuôn bị “hé” trong giai đoạn phun hoặc giữ áp
-
Nhựa chảy vào khe hở → tạo bavia
3.3. Độ chảy của nhựa quá cao
Khi độ chảy (flowability) của nhựa tăng, khả năng nhựa xâm nhập vào khe hở khuôn cũng tăng.
Các yếu tố làm tăng độ chảy:
-
Nhiệt độ nhựa cao
-
Nhiệt độ khuôn cao
-
Vật liệu có độ nhớt thấp
👉 Nhiệt độ càng cao → bavia càng lớn
👉 Giảm nhiệt độ → bavia giảm
3.4. Khe hở hoặc khuyết tật trên mặt phân khuôn
-
Mặt phân khuôn bị mòn, trầy xước
-
Khe hở tại slide core, insert
-
Ejector pin hoặc slide gia công không chính xác
Ngoài ra, biến dạng khuôn trong quá trình ép (đặc biệt với sản phẩm lớn) cũng tạo khe hở gây bavia.
⚠️ Trường hợp thiếu Support Pillar sẽ làm khuôn biến dạng nhiều hơn, dẫn đến bavia nghiêm trọng.
3.5. Đặc thù vật liệu – trường hợp nhựa PPS
Nhựa PPS (Fortron PPS) có đặc điểm:
-
Độ chảy rất cao
-
Dễ hình thành bavia ngay cả ở khe hở rất nhỏ
Vì vậy:
-
Yêu cầu độ chính xác khuôn rất khắt khe
-
Rãnh thoát khí phải được kiểm soát nghiêm ngặt
-
Dễ xuất hiện bavia tại vent, slide core, ejector pin
4. Giải pháp khắc phục và phòng ngừa lỗi bavia
4.1. Giảm áp lực nhựa
-
Giảm tốc độ phun
-
Giảm áp lực phun
-
Giảm áp lực giữ
-
Chuyển đổi V–P sớm hơn
👉 Đây là giải pháp ưu tiên hàng đầu khi xử lý bavia.
4.2. Kiểm tra và điều chỉnh lực kẹp khuôn
-
Kiểm tra lại cài đặt lực kẹp
-
Đảm bảo lực kẹp đủ lớn để chống mở khuôn
-
Tránh cài lực kẹp quá thấp so với áp lực phun
4.3. Thúc đẩy quá trình đông đặc nhựa
-
Giảm nhiệt độ nozzle
-
Giảm nhiệt độ khuôn
-
Giúp nhựa đông nhanh hơn → hạn chế chảy vào khe hở
4.4. Kiểm tra mặt phân khuôn và độ biến dạng khuôn
-
Kiểm tra khe hở, mài mòn, khuyết tật
-
Đo độ biến dạng khuôn bằng đồng hồ so (dial gauge)
-
Gia cố khuôn hoặc bổ sung Support Pillar nếu cần
4.5. Lưu ý riêng cho nhựa PPS
-
Chiều dày rãnh thoát khí nên ≤ 10 µm
-
Tăng số lượng rãnh thoát khí
-
Yêu cầu độ chính xác cao hơn cho:
-
Slide core
-
Ejector pin
-
Insert
-
5. Kết luận
Lỗi bavia trong ép phun nhựa là lỗi phổ biến nhưng hoàn toàn có thể kiểm soát và khắc phục nếu:
-
Hiểu rõ nguyên nhân từ điều kiện ép – vật liệu – khuôn
-
Điều chỉnh hợp lý áp lực, nhiệt độ và lực kẹp
-
Đảm bảo độ chính xác và độ cứng vững của khuôn
Việc kiểm soát tốt bavia không chỉ giúp nâng cao chất lượng sản phẩm, mà còn giảm chi phí sản xuất và tăng hiệu quả vận hành.