Tin tức
Lỗi loang màu trên sản phẩm.
Th3
Lỗi loang màu và không đồng nhất màu trong ép nhựa: Nguyên nhân và cách khắc phục
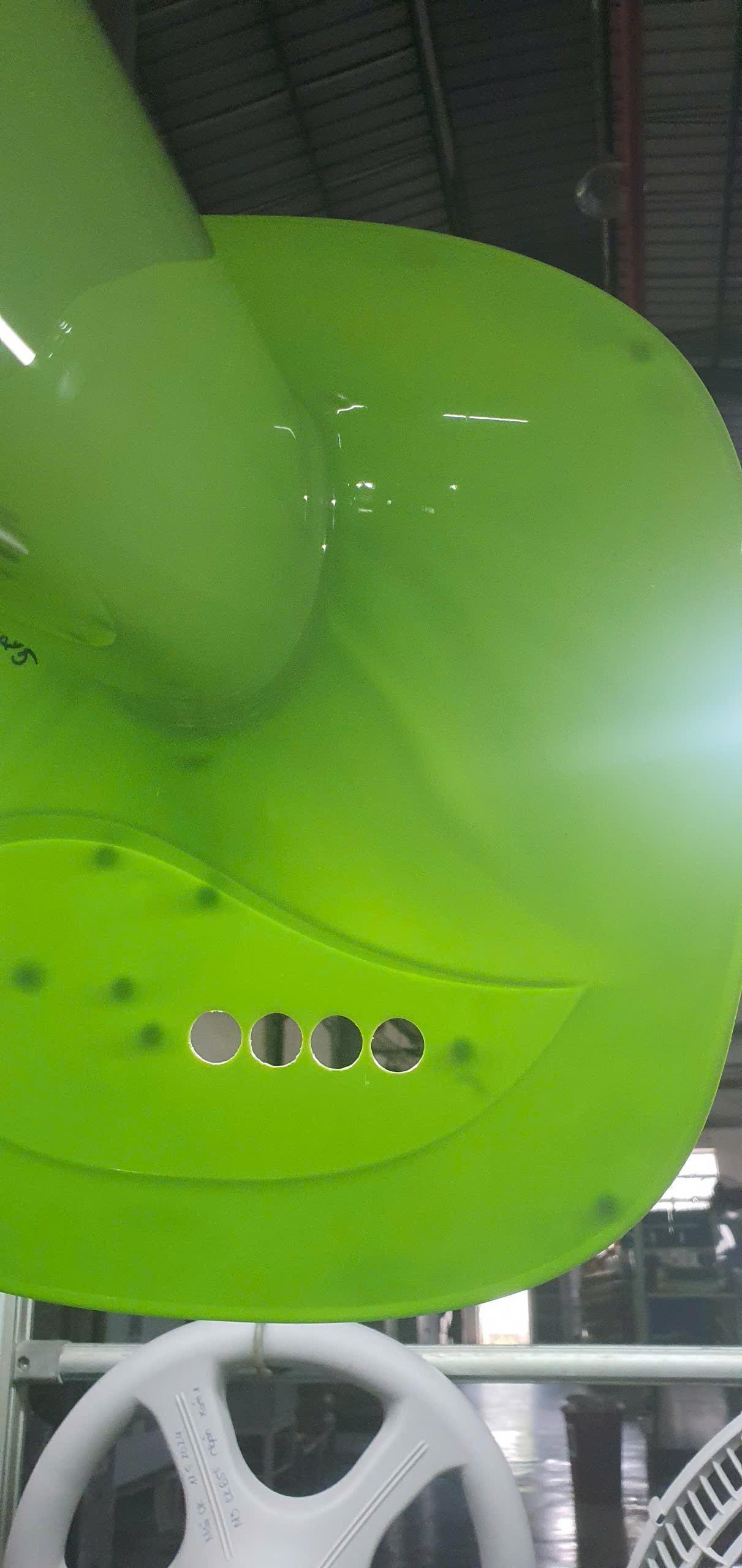
Lỗi loang màu trên sản phẩm là một lỗi khá phổ biến là bề mặt sản phẩm xuất hiện vết vằn, sọc màu hoặc màu không đồng nhất trong quá trình ép phun nhựa (Injection Molding),. Lỗi này thường xảy ra ở các sản phẩm có yêu cầu thẩm mỹ cao như vỏ quạt, vỏ thiết bị điện, đồ gia dụng và linh kiện điện tử.
Không chỉ ảnh hưởng đến ngoại quan sản phẩm, hiện tượng này còn gây tăng tỷ lệ phế phẩm và chi phí sản xuất nếu không được xử lý kịp thời.
Bài viết dưới đây sẽ phân tích chi tiết nguyên nhân và giải pháp khắc phục hiệu quả trong sản xuất ép nhựa.
1. Hiện tượng vết vằn và không đồng nhất màu là gì?



Hiện tượng này biểu hiện bằng:
- các đường vằn hoặc sọc màu khác nhau trên bề mặt
- màu sắc sản phẩm không đồng đều
- xuất hiện đường chảy nhựa khác màu
- thường thấy rõ trên nhựa màu sáng
Lỗi này xuất hiện khi hạt màu hoặc vật liệu nhựa không được phân tán đồng đều trong dòng nhựa nóng chảy.
2. Nguyên nhân gây vết vằn và không đồng nhất màu trong ép nhựa
2.1 Phân tán hạt màu (Masterbatch) không đều
Đây là nguyên nhân phổ biến nhất.
Khi masterbatch không hòa trộn đều với nhựa nền trong quá trình nóng chảy, các vùng nhựa sẽ có nồng độ màu khác nhau, tạo ra vết sọc hoặc loang màu trên sản phẩm.
Nguyên nhân cụ thể:
- trộn nguyên liệu không đều
- nhiệt độ nóng chảy thấp
- lực cắt trong xilanh không đủ
2.2 Nhựa bị phân hủy do nhiệt
Khi nhựa bị giữ quá lâu trong xilanh hoặc nhiệt độ quá cao, polymer có thể bị phân hủy hoặc cháy, dẫn đến thay đổi màu sắc của nhựa.
Các yếu tố gây phân hủy:
- nhiệt độ barrel quá cao
- thời gian lưu nhựa lâu
- ma sát trong quá trình ép
2.3 Tạp chất trong nguyên liệu
Nếu nguyên liệu bị nhiễm:
- bụi
- nhựa tái sinh chất lượng thấp
- vật liệu khác
thì sản phẩm có thể xuất hiện đốm màu hoặc vết sọc màu khác nhau.
2.4 Thông số ép nhựa không phù hợp
Một số thông số máy ép ảnh hưởng trực tiếp đến độ đồng đều màu:
- tốc độ trục vít
- back pressure
- nhiệt độ nhựa
- tốc độ phun
Thông số không phù hợp làm dòng nhựa không trộn đều hoặc chảy không ổn định, gây ra vết vằn trên bề mặt sản phẩm.
2.5 Thiết kế khuôn không tối ưu
Hệ thống gate, runner hoặc vent không hợp lý có thể làm dòng nhựa chảy không đều.
Hậu quả:
- nhựa chảy với nhiệt độ khác nhau
- phân bố màu không đồng đều
3. Cách khắc phục hiện tượng vết vằn trong ép nhựa
3.1 Tối ưu quá trình trộn vật liệu
- sử dụng masterbatch chất lượng cao
- trộn nguyên liệu bằng máy trộn trước khi ép
- đảm bảo tỷ lệ pha màu chính xác
3.2 Điều chỉnh nhiệt độ ép nhựa
Nhiệt độ cần được thiết lập phù hợp với từng loại vật liệu.
Ví dụ:
- PP: 180–220°C
- ABS: 200–240°C
Điều này giúp nhựa nóng chảy hoàn toàn và phân tán màu tốt hơn.
3.3 Tăng lực cắt trong xilanh
Có thể cải thiện sự hòa trộn bằng cách:
- tăng back pressure
- tăng nhiệt độ vùng cấp liệu
- điều chỉnh tốc độ trục vít
Các biện pháp này giúp màu được phân tán đồng đều trong nhựa nóng chảy.
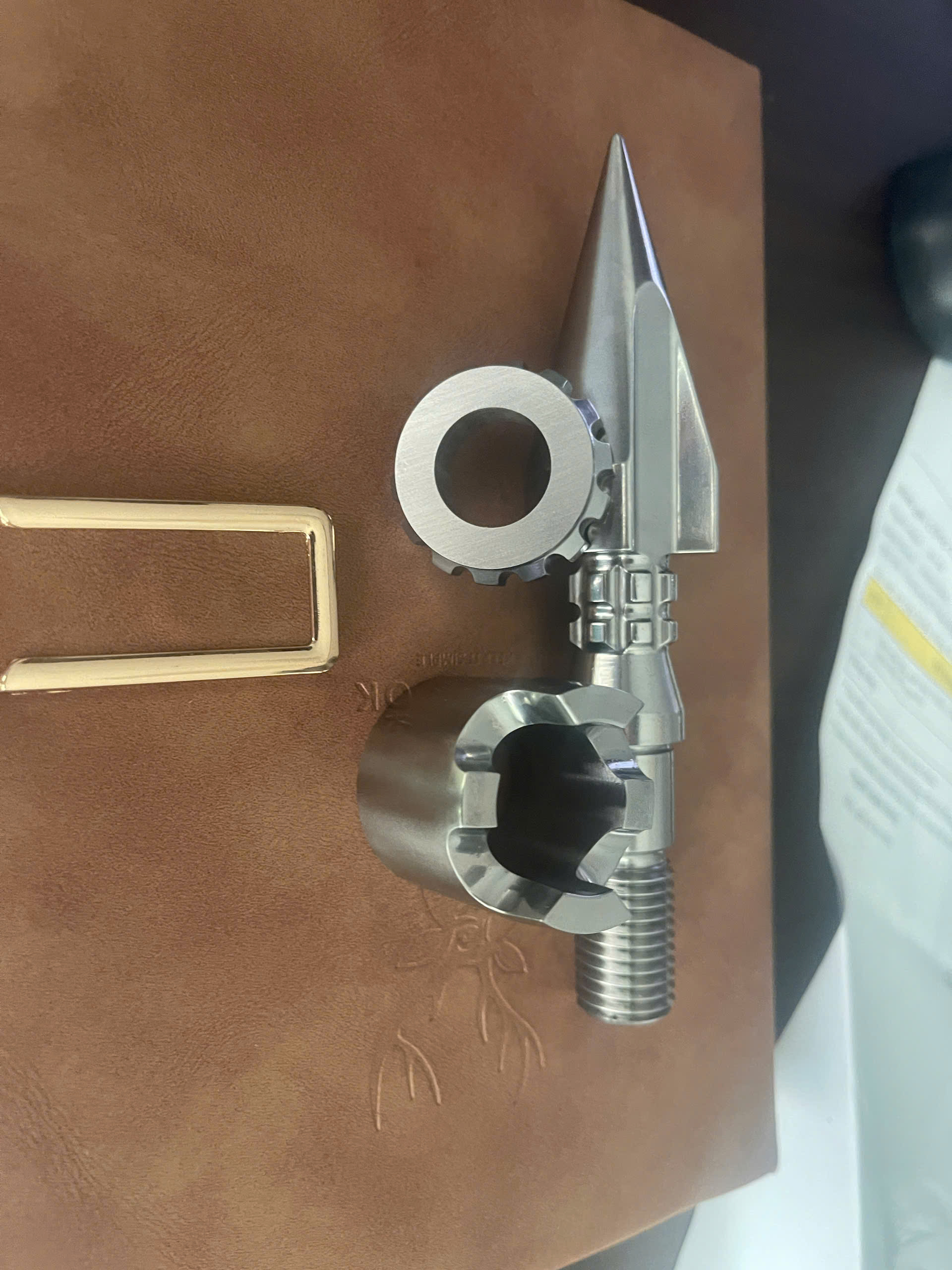
3.4 Kiểm tra thiết kế của trục vít và bộ đầu trục vít và đầu phun nhựa.
Cần vệ sinh định kỳ:
- xilanh
- trục vít
- nozzle
- hot runner
Tham khảo các thiết kế sau: 


3.5 Cải thiện thiết kế khuôn
Một số giải pháp:
- tối ưu vị trí gate
- cải thiện hệ thống runner
- tăng khả năng thoát khí khuôn
Những cải tiến này giúp dòng nhựa chảy đều và ổn định hơn trong lòng khuôn.
4. Kinh nghiệm thực tế để tránh lỗi vằn màu
Trong sản xuất ép nhựa hàng loạt, các nhà máy thường áp dụng các nguyên tắc sau:
- luôn sấy khô nguyên liệu trước khi ép
- sử dụng masterbatch tương thích với nhựa nền
- kiểm soát thời gian lưu nhựa trong xilanh
- bảo trì máy ép định kỳ
Những biện pháp này giúp giảm đáng kể lỗi màu không đồng nhất trên sản phẩm nhựa.
5. Kết luận
Hiện tượng vết vằn và không đồng nhất màu trong ép nhựa là lỗi phổ biến do nhiều nguyên nhân như:
- phân tán hạt màu không đều
- nhựa bị phân hủy do nhiệt
- tạp chất trong nguyên liệu
- thông số ép không phù hợp
- thiết kế khuôn chưa tối ưu
Việc kiểm soát tốt nguyên liệu – máy ép – khuôn – thông số công nghệ sẽ giúp đảm bảo sản phẩm đạt màu sắc đồng nhất và chất lượng cao.
Trục vít hỗ trợ chức năng trộn nhựa – Mixing Screws (DM2™)