Tin tức
Lỗi thiếu nhựa (Short shot)
Th3
Lỗi thiếu nhựa (Short shot) trong ép phun nhựa
Nguyên nhân và cách khắc phục lỗi thiếu nhựa Injection Molding

1. Short Shot là gì?
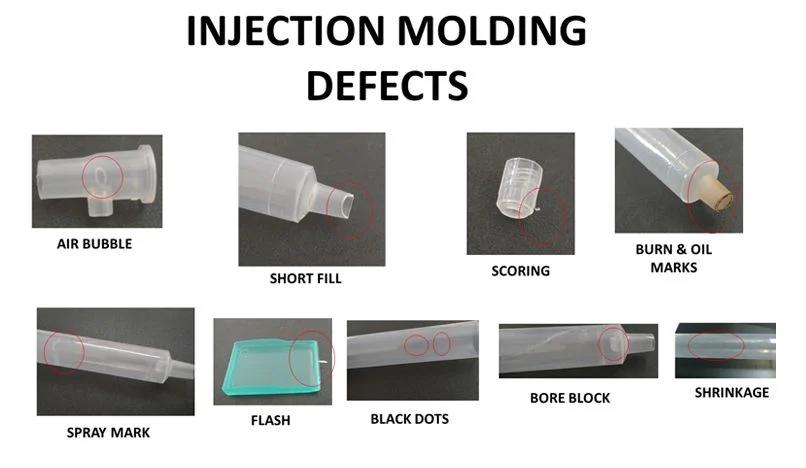
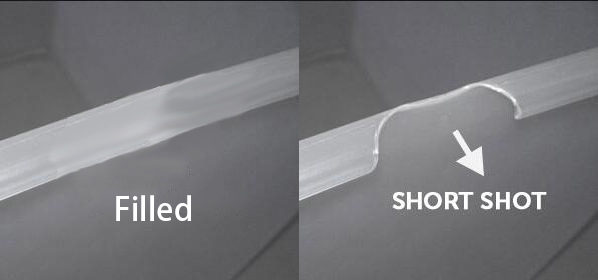
Short Shot (thiếu nhựa) là lỗi thường gặp trong quá trình ép phun nhựa (Injection Molding) khi nhựa nóng chảy không điền đầy hoàn toàn lòng khuôn, khiến sản phẩm bị thiếu vật liệu ở một hoặc nhiều vị trí.
Đặc điểm nhận biết:
- Sản phẩm không đầy đủ hình dạng thiết kế
- Xuất hiện khoảng trống ở cuối dòng chảy
- Các chi tiết mỏng hoặc xa cổng phun thường bị thiếu nhựa
- Bề mặt sản phẩm bị khuyết góc hoặc chưa hình thành hoàn chỉnh
Lỗi này thường xuất hiện ở các sản phẩm có chiều dài dòng chảy lớn, độ dày thành mỏng, hoặc hệ thống dẫn nhựa không tối ưu.
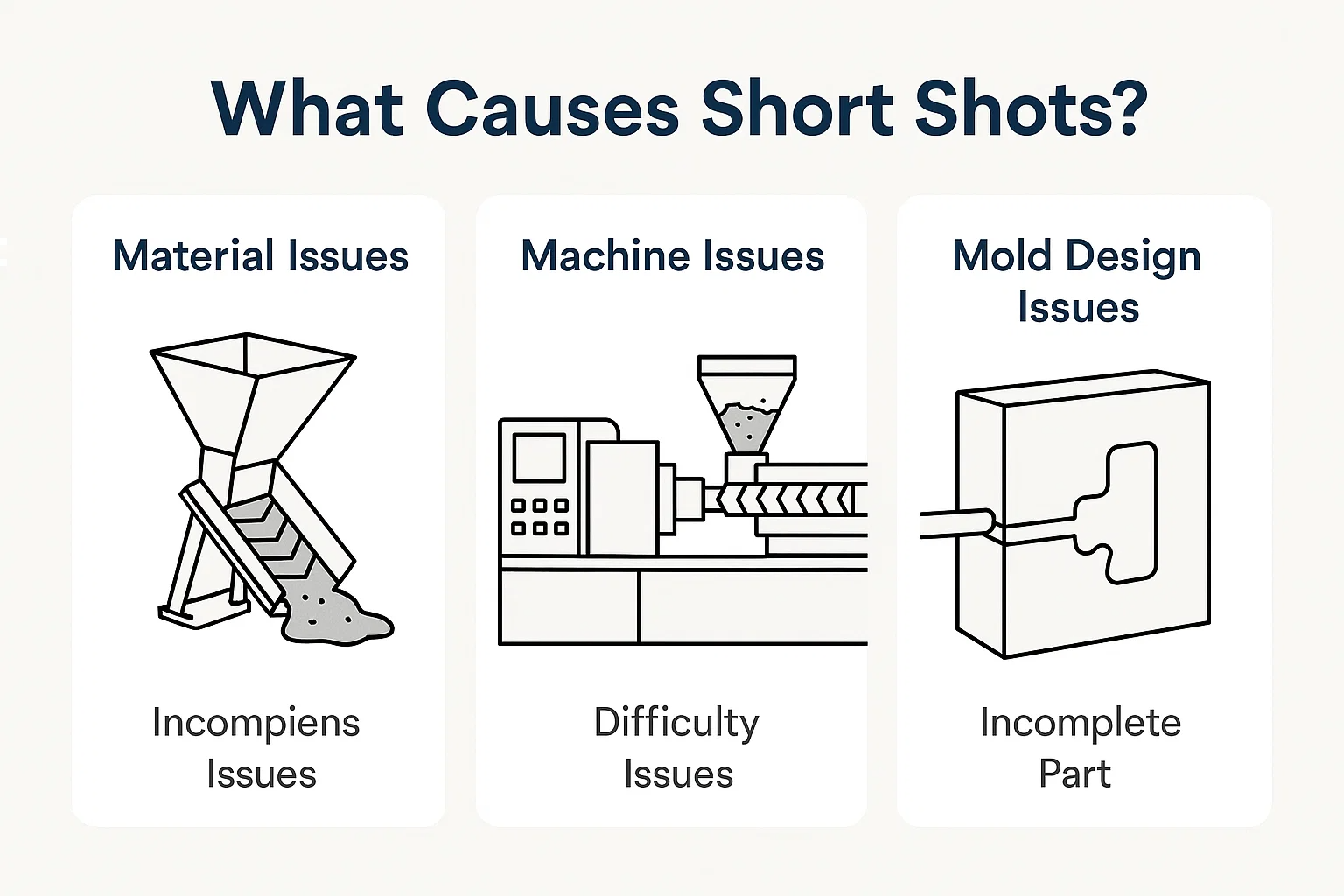
2. Nguyên nhân gây lỗi Short Shot
2.1 Độ chảy của nhựa không đủ (Insufficient Flowability)
Khi độ chảy của nhựa nóng chảy không đủ, vật liệu sẽ đông đặc trước khi điền đầy khuôn.
Các nguyên nhân phổ biến:
Nhiệt độ nhựa thấp
- Nhựa nóng chảy chưa đủ
- Độ nhớt cao → khó chảy
Nhiệt độ khuôn thấp
- Nhựa đông cứng nhanh khi tiếp xúc khuôn
- Giảm khả năng điền đầy
Vật liệu có độ chảy thấp
- Nhựa có MFI thấp
- Nhựa chứa tỷ lệ sợi thủy tinh cao (GF)
Tốc độ phun thấp
- Dòng chảy yếu
- Nhựa nguội trước khi đến cuối khuôn
Áp lực phun thấp
- Không đủ lực để đẩy nhựa đến cuối cavity
2.2 Lượng nhựa nạp không đủ (Metering Value Too Small)
Nếu lượng nhựa nạp vào trục vít nhỏ hơn thể tích sản phẩm, khuôn sẽ không thể điền đầy.
Nguyên nhân thường gặp:
- Thiết lập shot size quá nhỏ
- Cushion = 0 mm
- Nạp nhựa không ổn định
- Lỗi trong quá trình plasticizing
Triệu chứng:
- Sản phẩm thiếu nhựa ổn định ở cùng một vị trí
- Cushion biến động giữa các shot
2.3 Vấn đề thiết kế sản phẩm hoặc khuôn

Thiết kế khuôn và sản phẩm ảnh hưởng lớn đến dòng chảy nhựa.
Các yếu tố gây Short Shot:
Gate quá nhỏ
- Giảm lưu lượng nhựa
- Tăng tổn thất áp suất
Runner hẹp
- Cản trở dòng chảy
- Tăng ma sát
Thành sản phẩm quá mỏng
- Nhựa đông đặc nhanh
- Khó điền đầy
Chiều dài dòng chảy lớn
- Áp suất giảm dần theo khoảng cách
2.4 Hệ thống thoát khí khuôn không tốt (Improper Venting)

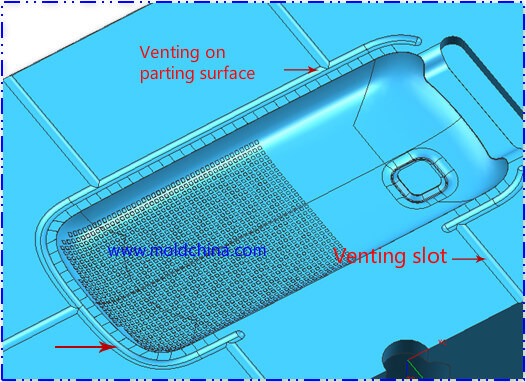
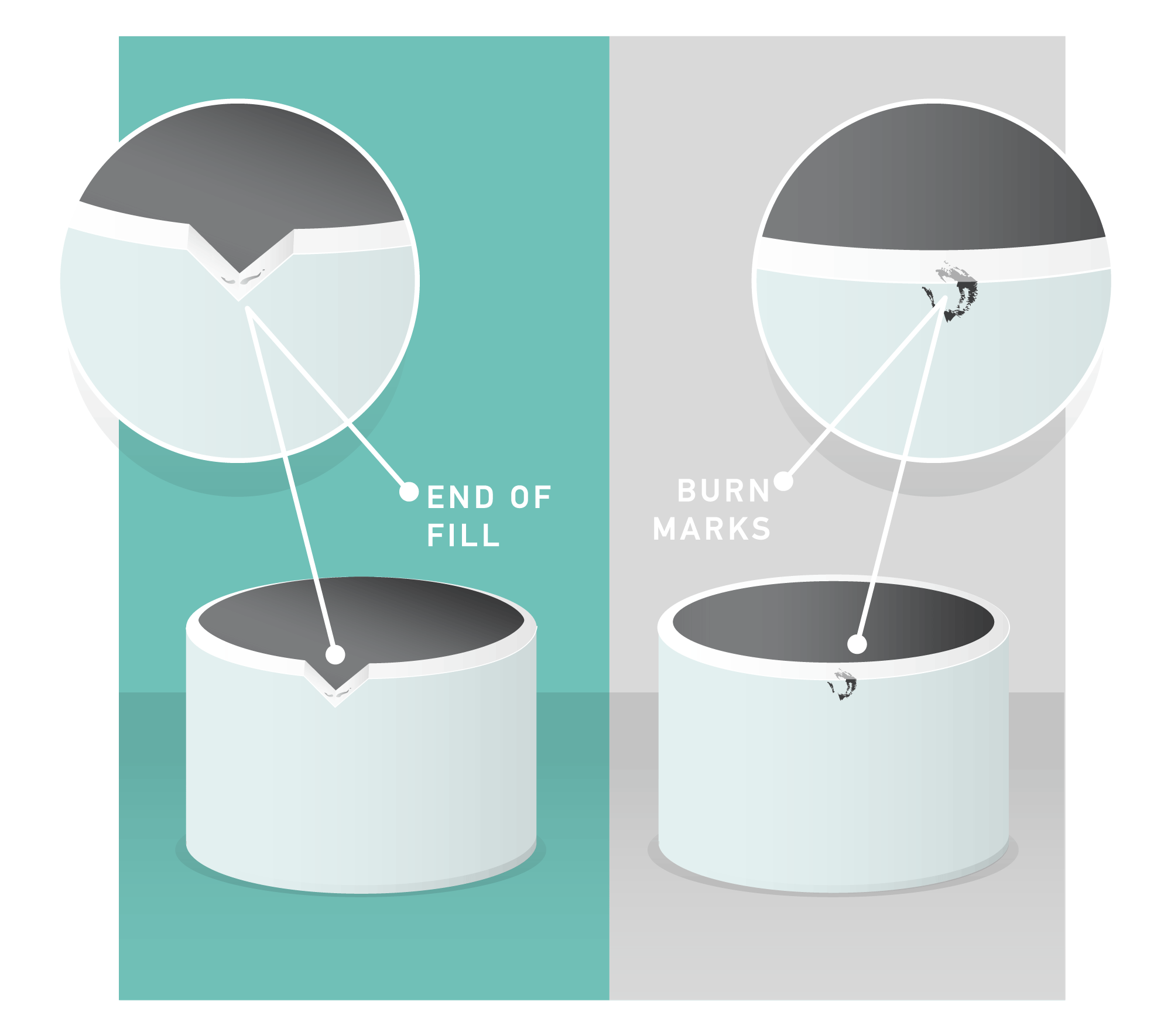
Không khí bị kẹt trong khuôn sẽ cản trở dòng chảy của nhựa.
Hiện tượng thường thấy:
- Nhựa không điền đầy cuối dòng chảy
- Xuất hiện vết cháy (burn mark)
- Có bong bóng khí
Nguyên nhân:
- Vent quá nhỏ
- Không có vent tại flow end
- Vent bị bẩn hoặc bị tắc
2.5 Sấy nhựa không đúng (Insufficient Resin Drying)
Một số loại nhựa như:
- PA
- PC
- PET
- PBT
- Nylon GF
Rất dễ hút ẩm.
Nếu nhựa không được sấy đúng:
- Hơi nước sinh khí
- Cản trở dòng chảy
- Gây short shot hoặc bọt khí.
2.6 Vị trí chuyển đổi V-P không đúng (V-P Switching)
V-P switching là điểm chuyển từ:
- Injection (V – velocity)
- sang Packing (P – pressure)
Nếu chuyển quá sớm:
- Nhựa chưa điền đầy
- Áp lực phun giảm
- Xuất hiện short shot.
3. Cách khắc phục lỗi Short Shot
3.1 Tăng khả năng chảy của nhựa
Điều chỉnh thông số máy:
- Tăng nhiệt độ nhựa
- Tăng nhiệt độ khuôn
- Tăng tốc độ phun
- Tăng áp lực phun
- Điều chỉnh V-P switching muộn hơn
Ngoài ra có thể:
- Chọn nhựa MFI cao
- Thay đổi vật liệu
3.2 Kiểm tra lượng nhựa nạp
Cần kiểm tra:
- Shot size
- Cushion (3-8 mm khuyến nghị)
Nếu cushion = 0:
→ tăng lượng nhựa nạp.
Theo dõi nhiều shot liên tục để phát hiện metering failure.
3.3 Kiểm tra hệ thống khuôn
Cải thiện dòng chảy bằng cách:
- Mở rộng gate
- Tăng kích thước runner
- Tăng độ dày thành
- Tối ưu layout runner
3.4 Cải thiện hệ thống thoát khí
Thực hiện:
- Thêm vent tại cuối dòng chảy
- Tăng kích thước vent
- Làm sạch vent định kỳ
Kích thước vent thông thường:
Width: 3 – 6 mm
4. Kết luận
Short Shot (thiếu nhựa) là một trong những lỗi phổ biến nhất trong sản xuất ép phun nhựa. Nguyên nhân chủ yếu liên quan đến:
- Độ chảy của vật liệu
- Thông số ép phun
- Thiết kế khuôn
- Hệ thống thoát khí
- Lượng nhựa nạp
Việc phân tích đúng nguyên nhân và điều chỉnh thông số phù hợp sẽ giúp:
- Giảm tỷ lệ phế phẩm
- Nâng cao chất lượng sản phẩm
- Tăng hiệu quả sản xuất.
Lỗi Loang màu trên sản phẩm nhựa
Xilanh trục vít Tanstar cho máy ép nhựa