Tin tức
GAS BURN (VẾT CHÁY DO KHÍ) TRONG ÉP NHỰA

Th4
GAS BURN (VẾT CHÁY DO KHÍ) TRONG ÉP NHỰA – NGUYÊN NHÂN VÀ CÁCH KHẮC PHỤC
1. Gas Burn là gì?

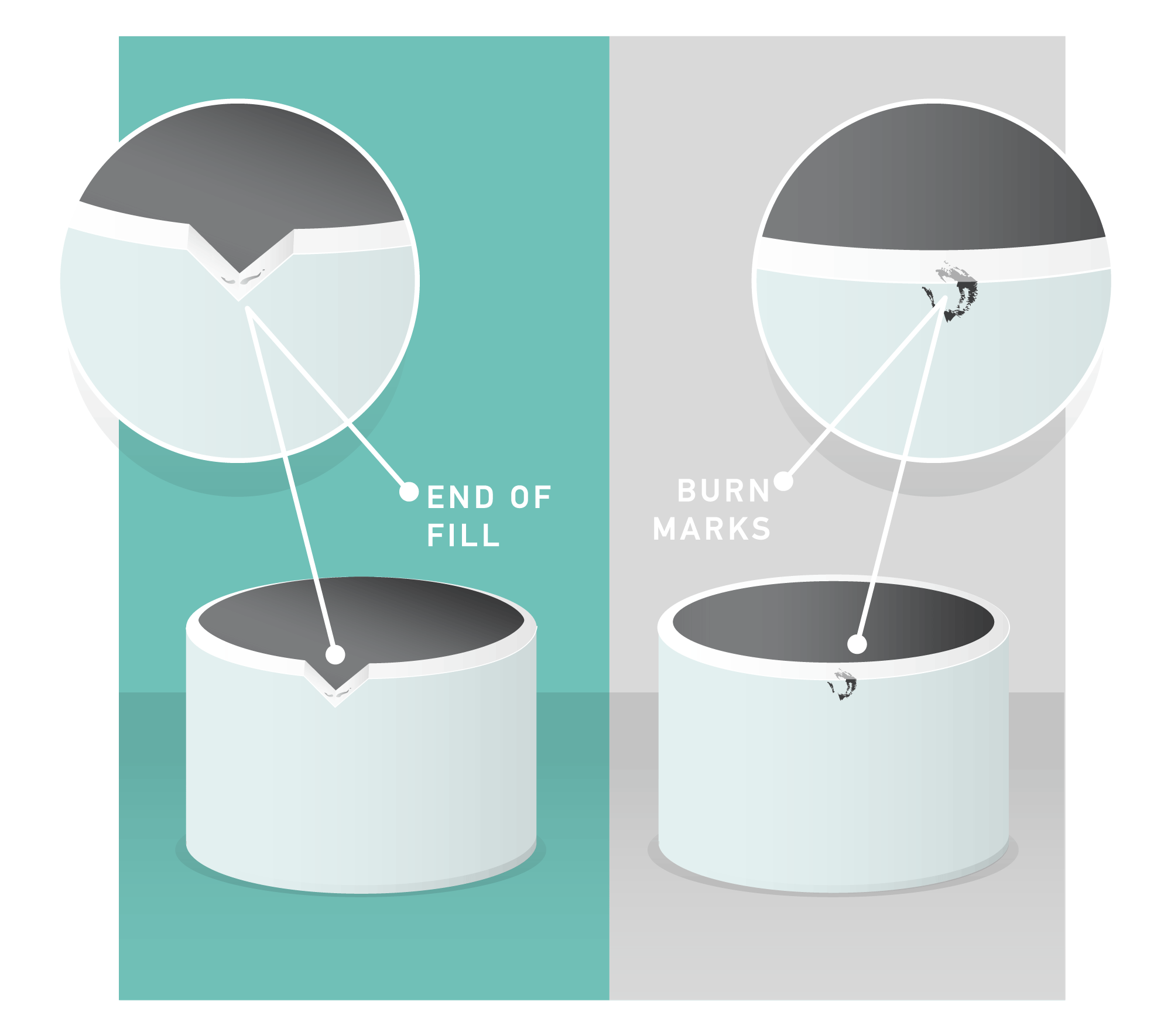
Gas Burn (vết cháy do khí) là hiện tượng xuất hiện vết cháy sẫm màu hoặc đen trên bề mặt sản phẩm ép nhựa.
Hiện tượng này xảy ra khi khí bị mắc kẹt (entrapped gas) trong lòng khuôn bị nén với áp suất cao trong quá trình điền đầy nhựa, làm nhiệt độ tại vị trí đó tăng đột ngột và gây cháy bề mặt nhựa.
Thông thường vết cháy xuất hiện tại:
- Cuối dòng chảy nhựa (flow end)
- Góc chết trong khuôn
- Khu vực thoát khí kém
- Vị trí nhựa hội tụ
Khi không được khắc phục, Gas Burn không chỉ ảnh hưởng đến thẩm mỹ sản phẩm mà còn có thể làm giảm độ bền cơ học của chi tiết nhựa.
2. Cơ chế hình thành Gas Burn


Trong quá trình ép phun:
- Nhựa nóng chảy được phun vào lòng khuôn với tốc độ cao.
- Không khí và khí sinh ra từ nhựa cần thoát ra ngoài qua rãnh thoát khí (vent).
- Nếu khí không thoát kịp, chúng sẽ bị nén lại tại cuối dòng chảy.
- Quá trình nén nhanh làm nhiệt độ cục bộ tăng lên rất cao (có thể >300°C).
- Nhiệt độ cao gây cháy nhựa hoặc phân hủy nhựa, tạo thành vết cháy trên bề mặt sản phẩm.
3. Nguyên nhân gây ra Gas Burn trong ép nhựa
3.1 Tốc độ phun quá cao (Fast Injection Speed)
Khi tốc độ phun quá nhanh, dòng nhựa điền đầy cavity quá nhanh khiến:
- Không khí không kịp thoát ra
- Khí bị nén lại tại cuối dòng chảy
- Nhiệt độ tăng cao gây cháy nhựa
Ngoài ra, nếu điểm chuyển đổi V-P (Velocity → Pressure) quá trễ cũng gây hiện tượng tương tự.
Ví dụ tốc độ phun khuyến nghị
| Loại nhựa | Tốc độ phun khuyến nghị | Vị trí chuyển V-P |
|---|---|---|
| Duracon (POM) | ≤ 8 – 19 mm/s | 90% thể tích cavity |
| Duranex (PBT) | ≤ 16 – 33 mm/s | 90% thể tích cavity |
| Fortron (PPS) | ≤ 25 – 42 mm/s | 90% thể tích cavity |
| Vectra (LCP) | ≤ 30 – 50 mm/s | 90% thể tích cavity |
3.2 Hệ thống thoát khí khuôn kém (Poor Venting)
Đây là nguyên nhân phổ biến nhất gây ra Gas Burn.
Các trường hợp thường gặp:
- Rãnh thoát khí quá nông
- Rãnh vent bị bám nhựa hoặc bụi
- Số lượng rãnh thoát khí không đủ
- Vị trí rãnh thoát khí không đặt ở cuối dòng chảy
Khi lượng khí tích tụ quá nhiều, vết cháy thường kéo dài thành vệt đen.
3.3 Nhiệt độ nhựa và khuôn quá cao
Nếu:
- Nhiệt độ nhựa quá cao
- Nhiệt độ khuôn quá cao
thì khí trong cavity sẽ giãn nở mạnh và dễ bị cháy khi nén, làm tăng khả năng xảy ra Gas Burn.
3.4 Thiết kế khuôn không hợp lý
Một số lỗi thiết kế khuôn cũng gây Gas Burn:
- Đường flow quá dài
- Không có vent tại cuối dòng chảy
- Gate đặt không hợp lý
- Có nhiều góc chết trong cavity
3.5 Nhựa bị phân hủy
Một số loại nhựa khi nhiệt độ cao sẽ sinh ra khí:
- POM
- PVC
- PC
- ABS
Nếu nhựa bị phân hủy nhiệt, lượng khí sinh ra nhiều hơn và gây Gas Burn.
4. Giải pháp khắc phục Gas Burn
4.1 Giảm tốc độ phun
Do nguyên nhân chính là khí bị nén nhanh, nên việc giảm tốc độ phun giúp:
- Khí thoát ra kịp
- Giảm nhiệt độ nén
- Hạn chế cháy nhựa
Ngoài ra có thể:
- Phun nhiều cấp tốc độ
- Điều chỉnh V-P switching sớm hơn
4.2 Cải thiện hệ thống thoát khí khuôn
Cần kiểm tra các yếu tố sau:
1. Kiểm tra rãnh thoát khí
- Có bị bám nhựa không
- Có bị tắc bởi bụi hoặc dầu không
2. Tăng kích thước rãnh thoát khí
Thông thường:
- Độ sâu vent: 0.01 – 0.03 mm
- Chiều rộng vent: 3 – 10 mm
3. Tăng số lượng rãnh thoát khí
Đặc biệt tại:
- Cuối dòng chảy
- Góc khuôn
- Khu vực giao nhau của dòng nhựa
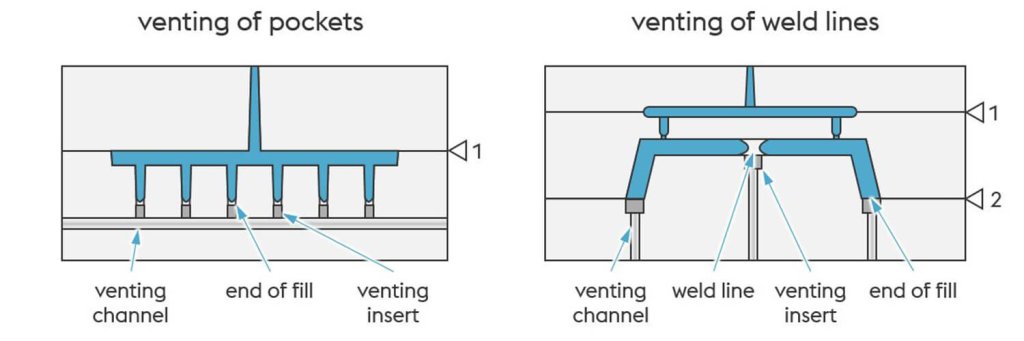
4. Đặt vent đúng vị trí
Vent chỉ hiệu quả khi đặt tại điểm cuối dòng chảy nhựa.
4.3 Giảm nhiệt độ nhựa và nhiệt độ khuôn
Điều chỉnh:
- Nhiệt độ barrel
- Nhiệt độ nozzle
- Nhiệt độ khuôn
Việc này giúp:
- Giảm lượng khí sinh ra
- Hạn chế phân hủy nhựa
4.4 Tối ưu thiết kế khuôn
Một số giải pháp thiết kế:
- Thêm vent slot
- Sử dụng vent pin
- Bố trí gate hợp lý
- Giảm chiều dài dòng chảy
5. Kết luận
Gas Burn (vết cháy do khí) là lỗi phổ biến trong sản xuất ép nhựa, thường xảy ra do khí bị nén nhanh tại cuối dòng chảy.
Các nguyên nhân chính bao gồm:
- Tốc độ phun quá cao
- Hệ thống thoát khí khuôn kém
- Nhiệt độ nhựa và khuôn quá cao
- Thiết kế khuôn chưa tối ưu
Để khắc phục hiệu quả cần kết hợp điều chỉnh thông số máy ép và cải tiến thiết kế khuôn, đặc biệt là tối ưu hệ thống thoát khí.
Click để tham khảo thêm Lỗi Loang màu trên sản phẩm nhựa
Click đêr tham khảo thêm Xilanh trục vít Tanstar cho máy ép nhựa