Tin tức
VOID (Bọt khí) TRONG ÉP NHỰA

Th4
VOID (VẾT PHỒNG) TRONG ÉP NHỰA
Nguyên nhân và cách khắc phục lỗi Void trong Injection Molding
Trong quá trình ép phun nhựa (Injection Molding), lỗi Void (vết phồng hoặc lỗ rỗng bên trong sản phẩm) là một khuyết tật khá phổ biến, đặc biệt đối với các sản phẩm có thành dày hoặc cấu trúc phức tạp. Lỗi này thường không dễ phát hiện bằng mắt thường vì nó nằm bên trong sản phẩm, nhưng lại ảnh hưởng lớn đến độ bền cơ học và chất lượng sản phẩm nhựa.
Bài viết dưới đây sẽ phân tích chi tiết khái niệm, nguyên nhân và giải pháp khắc phục lỗi Void trong sản xuất ép nhựa.
1. Void là gì?

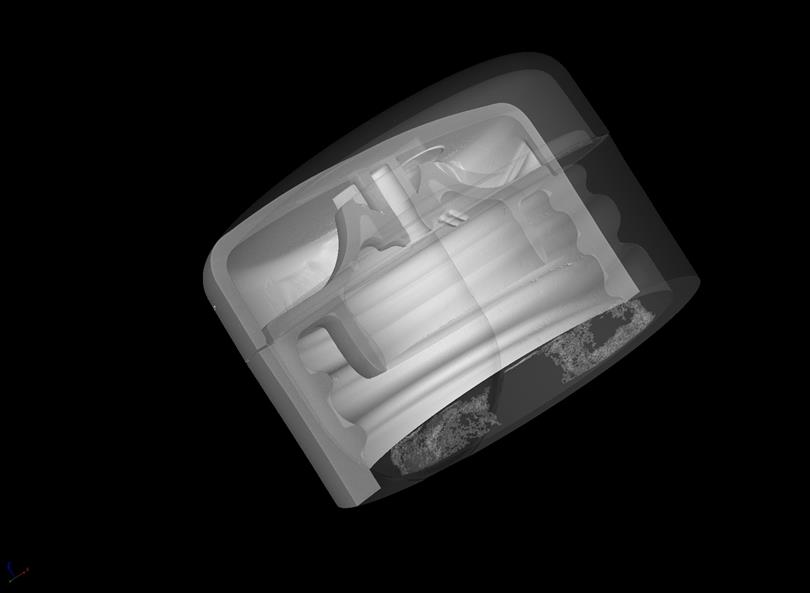
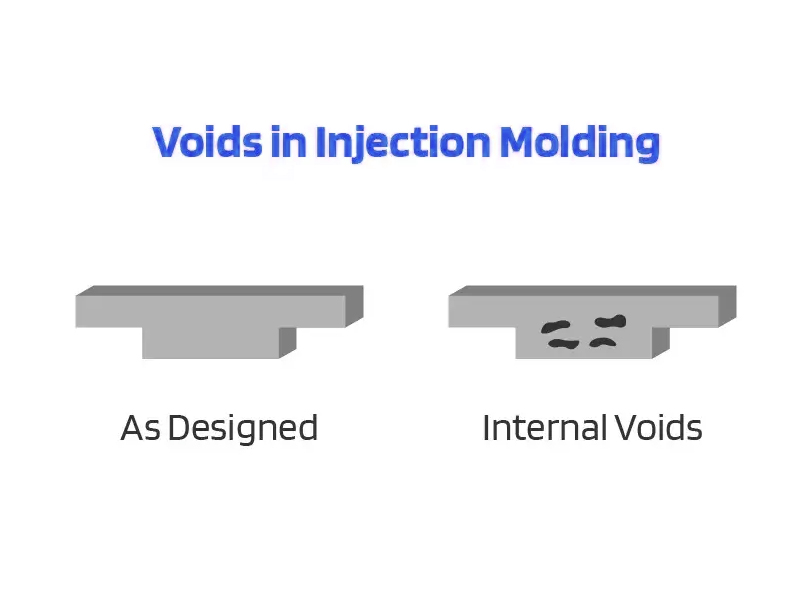
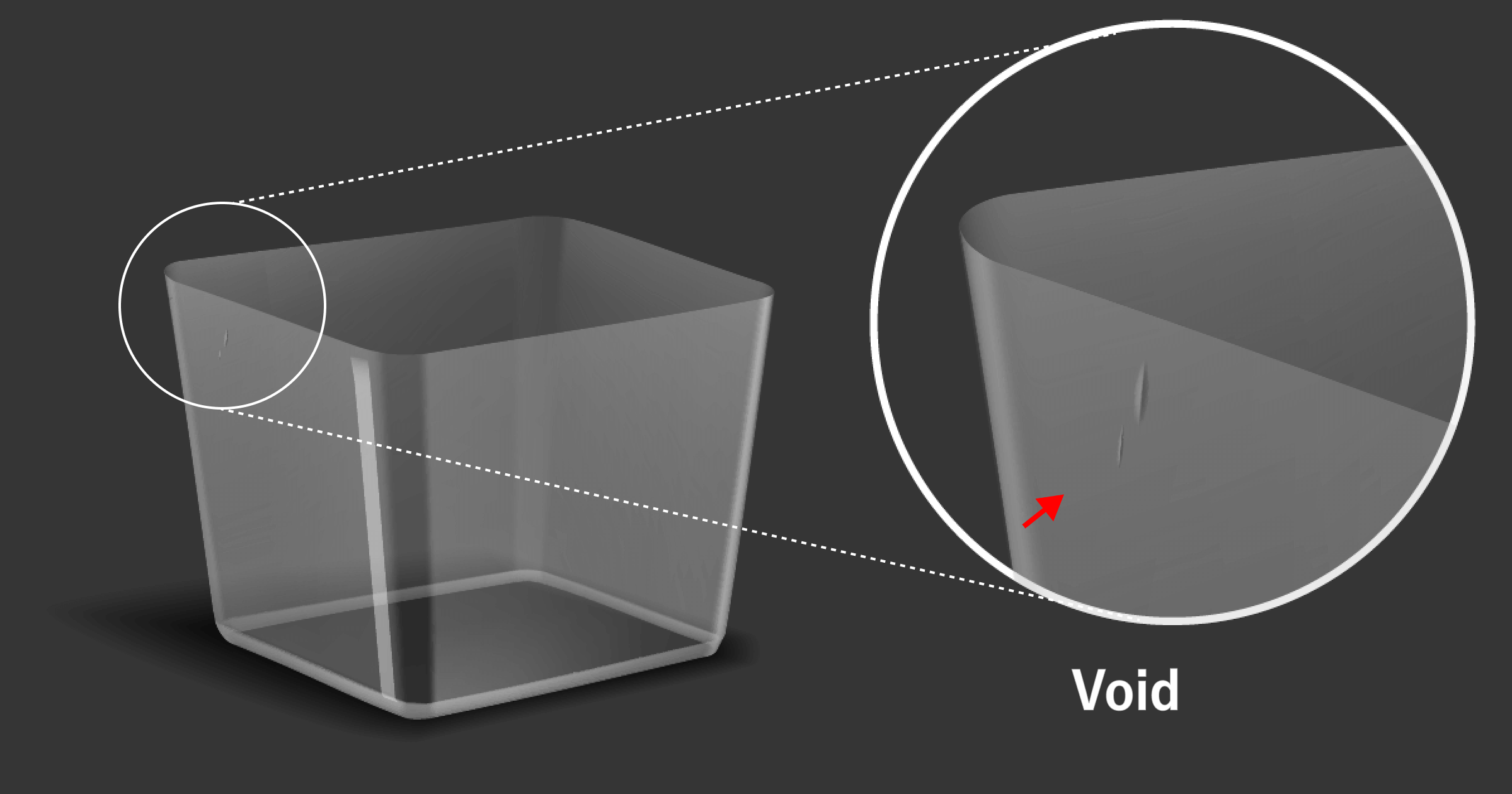
Void là hiện tượng xuất hiện các lỗ trống bên trong sản phẩm ép phun do nhựa không được điền đầy hoàn toàn hoặc bị co rút trong quá trình làm nguội.
Các lỗ trống này thường:
- Nằm bên trong sản phẩm
- Có kích thước nhỏ hoặc lớn tùy điều kiện ép
- Khó phát hiện bằng mắt thường
- Thường được phát hiện bằng X-ray hoặc cắt mẫu
Void thường xuất hiện ở:
- Vùng có chiều dày lớn
- Khu vực co ngót mạnh
- Những vị trí khó bù vật liệu trong quá trình giữ áp
Trong sản xuất ép nhựa, lỗi Void được chia thành hai loại chính:
- Void do khí (Void by Gas)
- Void chân không (Vacuum Void)
2. Phân loại lỗi Void
2.1 Void do khí (Void by Gas)


Void do khí xảy ra khi khí bị giữ lại trong nhựa nóng chảy hoặc trong lòng khuôn.
Các nguồn khí phổ biến
1. Hơi ẩm trong nhựa
- Xảy ra khi sấy nhựa không đủ
- Hơi nước biến thành khí khi gia nhiệt
2. Khí do phân hủy nhựa
- Nhiệt độ nozzle quá cao
- Thời gian lưu nhựa trong xilanh quá lâu
3. Không khí bị cuốn vào
- Tốc độ quay trục vít quá cao
- Back pressure thấp
- Nhựa được trộn không ổn định
4. Khí bị giữ lại trong khuôn
- Thiết kế gate không hợp lý
- Đường thoát khí (venting) kém
- Tốc độ phun quá nhanh
2.2 Void chân không (Vacuum Void)


Vacuum Void xuất hiện do sự co ngót của nhựa trong quá trình làm nguội.
Trong quá trình ép phun:
- Nhựa được phun vào khuôn
- Bề mặt sản phẩm đông cứng trước
- Phần lõi bên trong tiếp tục co rút
Nếu áp lực giữ không đủ để bù vật liệu, khoảng trống sẽ hình thành bên trong sản phẩm, tạo ra Void chân không.
3. Nguyên nhân hình thành Void trong ép nhựa
Các yếu tố chính gây ra lỗi Void gồm:
3.1 Áp lực giữ không đủ (Holding Pressure thấp)
- Nhựa không được bù đủ khi co rút
- Dễ tạo ra khoảng trống bên trong sản phẩm
3.2 Thời gian giữ áp quá ngắn
Nếu holding time quá ngắn:
- Gate đóng trước khi bù vật liệu
- Nhựa không thể bổ sung vào phần lõi
3.3 Gate nhỏ hoặc Runner hẹp
Gate và runner quá nhỏ sẽ:
- Hạn chế dòng nhựa bù
- Làm giảm hiệu quả của áp lực giữ
3.4 Thiết kế sản phẩm có thành dày
Void thường xuất hiện tại:
- Các vị trí thành dày
- Khu vực chênh lệch độ dày lớn
3.5 Nhiệt độ khuôn không phù hợp
- Nhiệt độ khuôn thấp → bề mặt đông nhanh → dễ tạo void
- Nhiệt độ khuôn cao → dễ gây sink mark
4. Giải pháp khắc phục lỗi Void
4.1 Tăng khả năng bù nhựa (Packing Compensation)
Đây là giải pháp quan trọng nhất.
Các biện pháp gồm:
- Tăng holding pressure
- Kéo dài holding time
- Áp dụng multi-stage holding pressure
Việc tăng áp lực giữ theo nhiều cấp hiệu quả hơn so với tăng đột ngột.
4.2 Tối ưu hệ thống gate và runner
Có thể cải thiện bằng cách:
- Tăng kích thước gate
- Mở rộng runner
- Đặt gate gần vùng dày của sản phẩm
4.3 Trì hoãn quá trình đông cứng bề mặt
Có thể thực hiện bằng cách:
- Tăng nhiệt độ khuôn
- Điều chỉnh nhiệt độ gia công
Tuy nhiên cần cân bằng để tránh phát sinh sink mark.
4.4 Kiểm soát phát sinh khí
Để giảm Void do khí, cần:
- Sấy nhựa đúng tiêu chuẩn
- Giảm nhiệt độ xilanh
- Giảm tốc độ quay trục vít
- Tăng back pressure
4.5 Cải thiện thoát khí khuôn
Nếu khí bị giữ trong cavity:
- Mở rộng venting groove
- Giảm tốc độ phun
- Tối ưu dòng chảy nhựa
4.6 Giảm độ dày thành sản phẩm
Void thường xuất hiện tại vùng dày.
Giải pháp:
- Thiết kế độ dày đồng đều
- Sử dụng rib thay vì tăng độ dày
4.7 Sử dụng vật liệu có độ nhớt cao
Nhựa có độ nhớt cao thường:
- Ít co rút hơn
- Giảm khả năng hình thành void
5. Cách phòng ngừa lỗi Void trong sản xuất
Để hạn chế lỗi Void trong sản xuất hàng loạt cần:
- Thiết kế sản phẩm có độ dày hợp lý
- Tối ưu thông số ép phun
- Thiết kế gate và runner đúng kỹ thuật
- Kiểm soát nhiệt độ khuôn và nhiệt độ nhựa
- Kiểm tra quy trình sấy nhựa
Click để tham khảo thêm Lỗi Loang màu trên sản phẩm nhựa
Click đêr tham khảo thêm Xilanh trục vít Tanstar cho máy ép nhựa