Tin tức
LỖI SINK MARK (VẾT LÕM) TRÊN SẢN PHẨM ÉP NHỰA
Th3
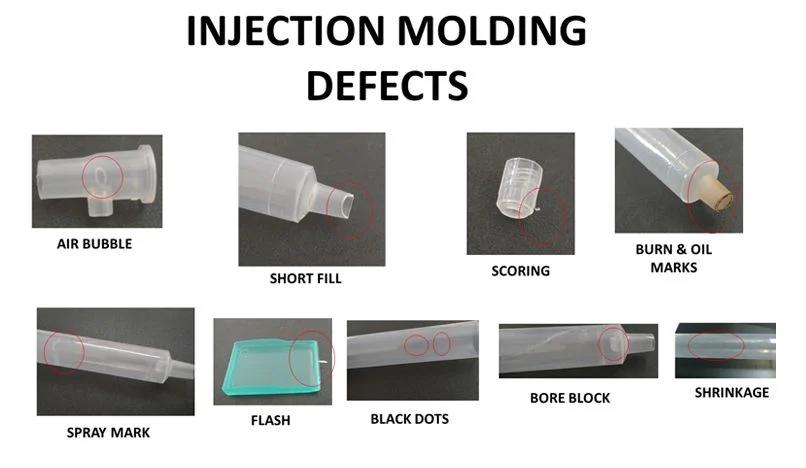
1. LỖI SINK MARK (VẾT LÕM) TRÊN SẢN PHẨM ÉP NHỰA


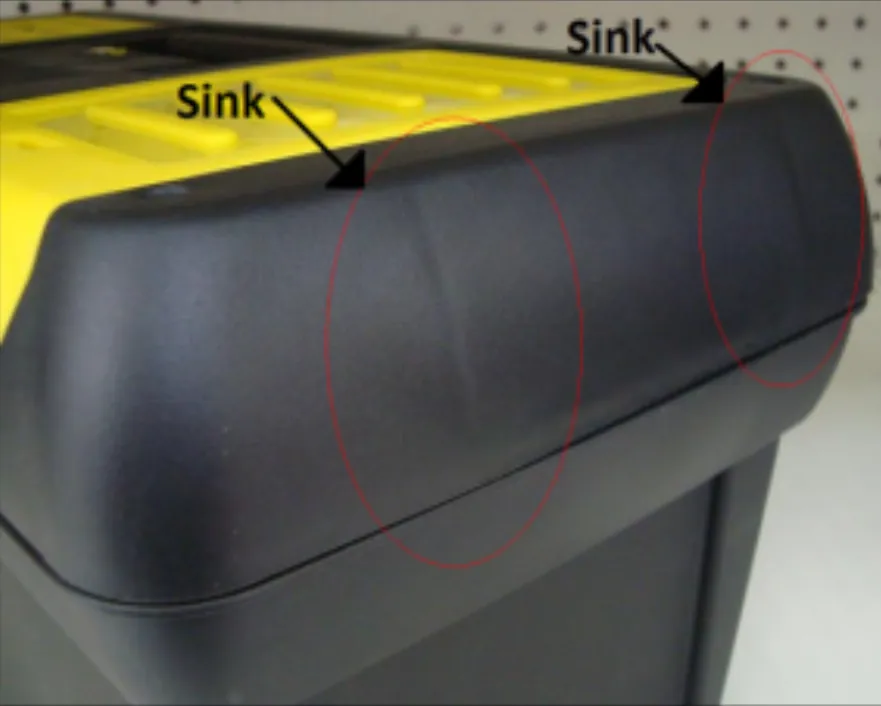

“Sink” có nghĩa trạng thái bề mặt sản phẩm bị kéo xuống và tiến vào phía trong hình thành nên một vết lõm dài do sự làm lạnh, hoá rắn và co ngót của nhựa.
Nguyên nhân chính của hiện tượng này là nhựa co cứng trong quá trình làm lạnh và hóa rắn , tạo ra vật liệu phía sau và kéo bề mặt xuống tạo thành vết lõm.
Trong sản xuất, nhãn chìm không chỉ làm giảm tính thẩm mỹ của sản phẩm mà có thể ảnh hưởng đến kích thước chính xác và chất lượng bề mặt .
2. Nguyên nhân gây ra Sink Mark trong ép phun
2.1 Áp lực giữ (Giữ áp lực) chưa đủ



Trong quá trình ép phun, sau khi nhựa điền đầy khuôn sẽ có giai đoạn giữ áp lực (Giai đoạn đóng gói/giữ) nhằm bổ sung thêm nhựa để bù đắp sự cứng rắn khi làm hạn chế .
Nếu áp dụng không đủ , vật liệu sẽ không được bổ sung kịp thời và dẫn đến sink mark .
Các cụ thể bao gồm:
1. Áp dụng sức mạnh cài đặt
Áp lực giữ lượng nhựa bổ sung không đủ để bù đắp sự cứng rắn của vật liệu.
2. Ứng dụng thời gian quá ngắn
Nếu thời gian giữ nhỏ hơn thời gian niêm phong cổng , nhựa sẽ không thể tiếp tục ứng dụng vào sản phẩm.
3. Cổng kích thước quá nhỏ
Cổng nhỏ làm giảm lượng nhựa bổ sung tạo ra việc làm bù co cứng mang lại hiệu quả kinh tế.
4. Người chạy quá
Runner nhỏ làm tăng chi phí hiệu suất , tạo áp lực giữ không truyền đến sản phẩm.
5. Cổng định vị không hợp lý
Nên đặt tại vùng thành dày nhất của sản phẩm để dễ dàng bổ sung nguyên liệu khi co ngót.
2.2 Tốc độ làm lạnh chậm và tốc độ lớn
Dấu chìm cũng thường xảy ra khi:
- Kích thước lớn của sản phẩm
- nhiệt độ khuôn cao
- Thời gian làm mát dài
Khi phần lõi bên trong làm chậm , vật liệu sẽ co cứng mạnh , kéo bề mặt xuống và tạo thành vết lõm.
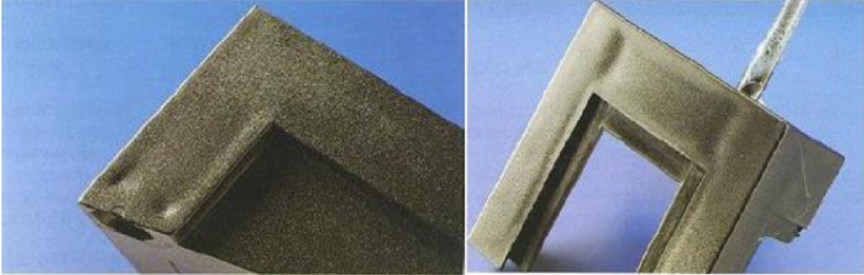
Hiện tượng đặc biệt này dễ xảy ra ở:
- Gân tăng cứng (Rib)
- Trụ cột (Boss)
- Khu vực giao tiếp của các thành dày
3. Cách khắc phục Sink Mark trong sản phẩm ép nhựa
3.1 Tăng áp lực giữ (Giữ áp lực)
Đây là phương pháp hiệu quả nhất để làm giảm vết thương hở.
Có thể áp dụng:
- Tăng áp suất giữ
- Tăng thời gian giữ
- Sử dụng áp lực giữ nhiều giai đoạn
Áp dụng cơ sở tham khảo cho một số loại nhựa
| Loại nhựa | Áp lực giữ |
|---|---|
| POM (Duracon) | 59 – 98 MPa |
| PBT (Duranex) | 59 – 98 MPa |
| PPS (Fortron) | 36 – 69 MPa |
| LCP (Vectra) | 29 – 49 MPa |
Thời gian tổ chức khuyến nghị:
Thời gian niêm phong cổng + 1 ~ 2 giây.
3.2 Giảm nhiệt độ
Giảm nhiệt độ sẽ giúp:
- Tăng tốc độ làm mát
- Giảm chi phí vật liệu
- Mark mode to sink
Tham số mã nhiệt độ
| vật liệu | Nhiệt độ lớn |
|---|---|
| POM | 60 – 80°C |
| PBT | 60 – 70°C |
| PPS | 130 – 150°C |
| LCP | 80 – 120°C |
Việc giảm nhiệt độ nên thực hiện từng bước nhỏ để tránh ảnh hưởng tới chất lượng sản phẩm.
3.3 Giảm chiều dày thành sản phẩm
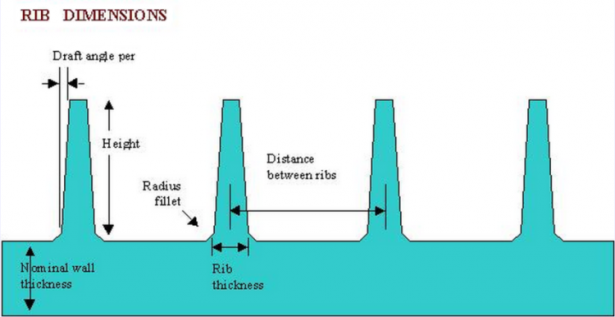

Thiết kế sản phẩm đóng vai trò rất quan trọng trong giới hạn công việc.
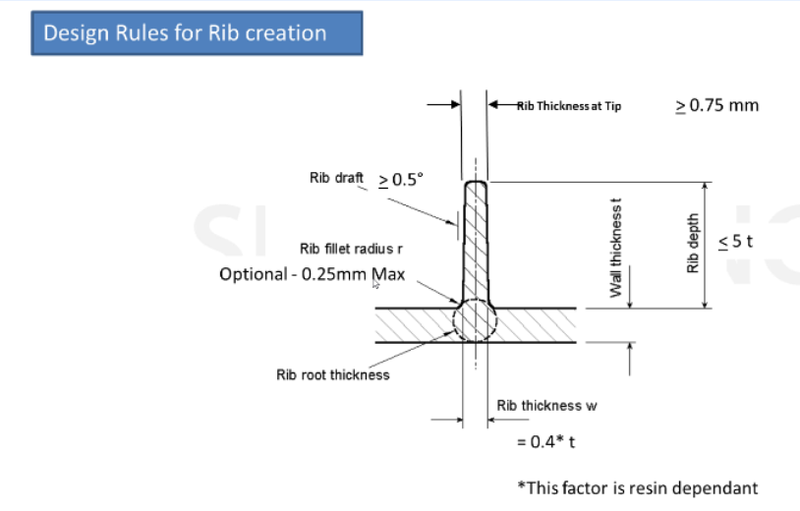
Một số thiết kế nguyên tắc:
- Chiều dày gân (Độ dày gân) bằng 0,5 – 0,6 lần chiều dày thành chính
- Bỏ qua các vùng quá dày
- Sử dụng core-out để giảm khối lượng nhựa
- Đồng đều thiết kế dày
Tính đúng đắn của thiết kế sẽ giúp:
- Giảm co
- Giảm thời gian làm mát
- và lỗi bề mặt
4. Tổng kết
Sink Mark là lỗi phổ biến trong việc ép phun nhựa làm co cứng vật liệu khi làm lạnh . Các nhân chính bao gồm:
- Áp lực giữ
- Thời gian giữ áp lực
- Cổng hoặc người chạy quá nhỏ
- nhiệt độ khuôn cao
- Thiết kế sản phẩm quá dày
Các giải pháp hiệu quả để giải quyết:
- Tăng áp suất giữ và thời gian giữ
- Giảm độ của khuôn
- Sản phẩm thiết kế tối ưu
- Điều chỉnh cổng gate
Việc kiểm tra các yếu tố này sẽ giúp nâng cao chất lượng sản phẩm ép nhựa và giảm tỷ lệ sai sót trong sản xuất .
Lỗi Loang màu trên sản phẩm nhựa
Xilanh trục vít Tanstar cho máy ép nhựa